生物发酵罐

一、产品用途
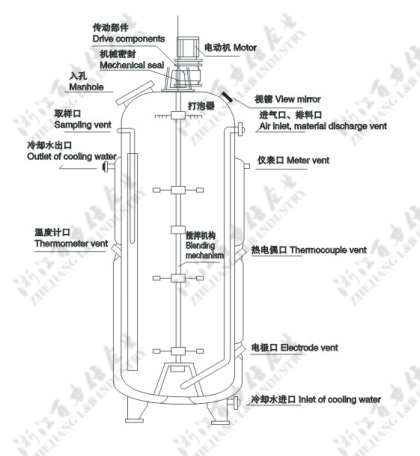
发酵罐广泛应用于乳制品、饮料、生物工程、制药、精细化工等行业,罐体设有夹层、保温层、可加热、冷却、保温。用于厌气发酵(如生产酒精、溶剂)的发酵罐结构可以较简单。用于好气发酵(如生产抗生素、氨基酸、有机酸、维生素等)的发酵罐因需向罐中连续通入大量无菌空气,并为考虑通入空气的利用率,故在发酵罐结构上较为复杂,常用的有机械搅拌式发酵罐、鼓泡式发酵罐和气升式发酵罐。
乳制品、酒类发酵过程是一个无菌、无污染的过程,发酵罐采用了无菌系统,避免和防止了空气中微生物的污染,大大延长了产品的保质期和产品的纯正,罐体上特别设计安装了无菌呼吸气孔或无菌正压发酵系统。罐体上设有夹套,可通入加热或冷却介质来进行循环加热或冷却。发酵罐的容量由300-15000L多种不同规格。
二、产品特性
1.可在线CIP清洗、SIP灭菌(121°C/0.1MPa)。2.按照卫生级要求设计,结构设计极具人性化,操作方便,传动平稳,噪音低。
3.适宜的径高比设计,按需定制搅拌装置,节能、搅拌、发酵效果好。
4.内罐体表面镜面抛光处理(粗糙度Ra≤0.4µm);各进出管口、视镜、人孔等工艺开孔与内罐体焊接处光滑易清洗无死角,保证生产过程的可靠性、稳定性,符合“GMP”等规范要求。
5.可选配pH电极和DO电极,用来监测发酵过程中发酵液pH和DO的变化控制器,用来显示和控制发酵条件等等。
应用领域













更多>
资讯动态/LINK
- ● 英国客户在百力仕定制电加热搅拌罐 [2019-03-01]
- ● 乳化罐什么情况下要抽真空 [2019-03-01]
- ● 电加热夹层锅哪家好 [2019-02-28]
- ● 高效快速的干粉混合机 [2020-04-18]
- ● 蒸汽加热搅拌罐在明胶片(吉利丁片)融化上的应用 [2020-03-21]
- ● 加热搅拌罐在增稠剂瓜尔胶上的应用 [2020-03-07]
- ● 滚轮式搅拌机是怎样的? [2019-12-09]
- ● 我与“果酒”的缘分 [2019-12-09]
- ● 螺带搅拌机的运用 [2019-12-09]
- ● 真空均质乳化机标准操作流程 [2019-12-09]
- ● 配液罐 [2019-11-09]
- ● 走进CIP清洗系统 [2019-11-09]
16年专注罐体设备制造
提供一对一个性化解决方案,专注生产化工、制药、食品等罐体设备
网站导航
联系我们
地址:温州经济技术开发区滨海园区8路839号
电话:0577-8681 6328
传真:0577-8682 2410
手机:138 5889 5008
E-mail:cn@cn-gg.com
© 2016 浙江百力仕龙野蒸煮罐轻工设备有限公司 All Rights Reserved. 浙ICP备14039736号-4

百力仕机械公众号